设备展示/Detailed Information

控制精密PVC点胶机的调试方法

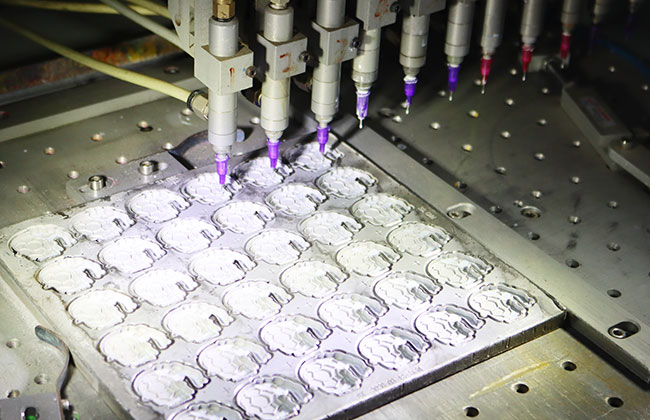
精密点胶机的工作是在平台固定的PVC磨具上放入点胶所需的产品,通过气压胶阀的压力大小控制胶量并挤压胶液进入针头,按气压回升节奏控制时间长短,完成一个点胶循环结束胶管气缸回。
从这一过程来分析,控制精密点胶机的调试方法就从以下几个方面入手:
1.水平模具
精密点胶机点胶台水平度尤为重要,水平面的良好设计,更方便精密点胶,不会存在角度的偏差,模具是配套点胶台使用,单独为产品固定作用,模具与点胶台水平一致可以方便点胶路径编程,避免很多情况下的撞针现象。
2.针头高度
很多时候遇到要点胶的产品形状不规则,高度宽低有偏差,不能从水平面同一个高度去进行点胶,那么会控制针头走向升高、控制在点胶所需的位置谋一段路程进行点胶,针头控制距离永远和产品点胶位置控制在1—2mm距离,过高会导致针头沾胶、爬胶,进而导致产品胶量不均匀,过低会撞针。
3胶水质量
有的厂家为了预防胶水面临商业稀缺的可能,一般都不会拒绝与很多胶水商合作试胶,这里就会出现出现胶水质量问题,对点胶过程影响不可言喻。胶水粘度大容、易拉丝,胶水粘度小、胶点变大有可能直接渗透入产品内部、产品质量得不到保证。最好的改善方法莫过于使用固定型号的胶水,有轻微的胶水粘度问题也可以选取合理的压力和点胶速度,此外,选择镀层针头更不容易出现拉胶、爬胶。

4.使用细节
为了避免胶水还未融化就工作造成压空阀的情况,点胶前应把胶水放入胶阀提前开机预热五分钟以上。避免胶水固态拉丝等现象。检查胶水、一定不能有气泡。一个小小气泡就会造成许多产品没有胶水;每次中途更换胶管时应排空连接处的空气,防止出现空点现象。每天清理灰尘,防止颗粒物参透精密点胶机的内部,造成胶水、机械运转的影响。
5.控制盒预设
控制盒预设点胶胶点位置,每个产品的点胶路径都有所不同,根据胶水的粘度性质来决定每个焦点的距离,粘度大焦点间隔距离就越近防止拉丝滴胶(慢速),粘度小出胶快、间距远、建议速度视实际情况来调,预设点位置不能隔得太远,易造成胶水分部不均匀。温度设定在可视范围内均可。
控制精密点胶机的调试方法从以上五点判断调整,总结一套实效的流程,能更加提高产品的点胶效率、改善产品的质量。